
5.1.1. ГУСЕНИЧНЫЙ ДВИЖИТЕЛЬ С РЕЗИНОМЕТАЛЛИЧЕСКИМ ШАРНИРОМ (РМШ) ГАЗ-34039
5. ХОДОВАЯ ЧАСТЬ
Ходовая часть снегоболотохода состоит из гусеничного движителя и под-вески.
5.1. ГУСЕНИЧНЫЙ ДВИЖИТЕЛЬ
Гусеничный движитель состоит из двух ведущих колёс, расположенных в передней части корпуса снегоболотохода, двух гусениц, двенадцати опорных катков и двух задних подвесных направляющих колёс.
5.1.1. ГУСЕНИЧНЫЙ ДВИЖИТЕЛЬ С РЕЗИНОМЕТАЛЛИЧЕСКИМ ШАРНИРОМ (РМШ)
Ведущее колесо гусеничного движителя состоит из ступицы 5 (рис. 5.1), двух дисков 1, приваренных к ступице, и двух зубчатых венцов 3. Венцы кре-пятся к дискам болтами 2 с гайками 4.
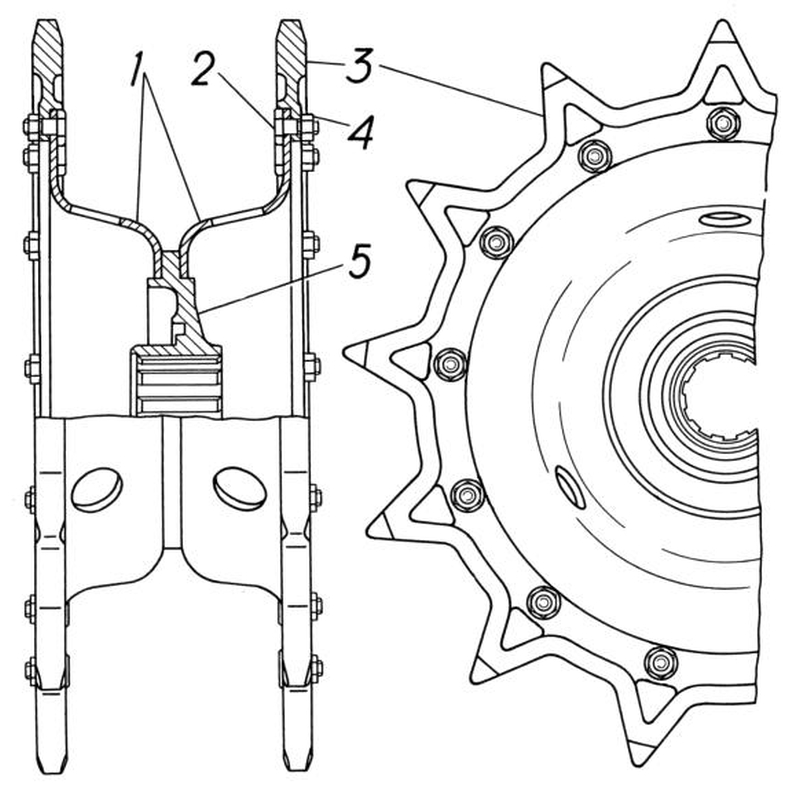
Рис. 5.1. Ведущее колесо:
1 – диски; 2 – болт; 3 – зубчатый венец; 4 – гайка; 5 – ступица
Ведущее колесо крепится к ведомому валу бортовой передачи тремя болтами, которые стопорятся отгибной стопорной шайбой. Момент затяжки болтов 200–300 Н·м (20–30 кгс·м). При замене ведущего колеса перед его установкой следует проверить состояние наружного манжетного уплотнения бортовой передачи. Шлифованная поверхность ступицы ведущего колеса, по которой работает уплотнение, должна быть чистой, без забоин и следов коррозии, иначе возможно повреждение рабочих кромок манжеты. При необходимости её следует зачистить мелкой шкуркой, промыть и смазать тонким слоем смазки Ли-тол-24 (ЦИАТИМ-201).
Первоначальная ширина профиля зуба венца составляет 32 мм по диаметру 535 мм. При износе зубьев до 10–11 мм (с одной стороны) по тому же диаметру рекомендуется менять ведущие колёса местами: с правого борта переставлять на левый, а с левого на правый. При суммарном износе профиля (с обеих сторон) до 20 – 22 мм изношенные венцы или ведущие колеса необходимо заменить на новые. При замене венцов отклонение расположения профиля зубьев одного венца относительно соответствующих зубьев противоположного венца должно быть не более 2 мм. Затяжку гаек 4 производить с усилием 180 – 200 Н·м (18–20 кгс·м).
Каждая гусеница состоит из 92 звеньев 1 (рис. 5.2), соединённых пальцами 2. Правая и левая гусеницы взаимозаменяемы.
При замене палец запрессовывается в проушины так, чтобы сплошная сторона резиновых втулок была обращена к наружной стороне проушин.
Пальцы удерживаются в проушинах за счёт натяга резины.
Гусеницы монтируются на ходовую часть таким образом, чтобы звенья располагались на грунте двумя проушинами вперёд, а тремя назад.
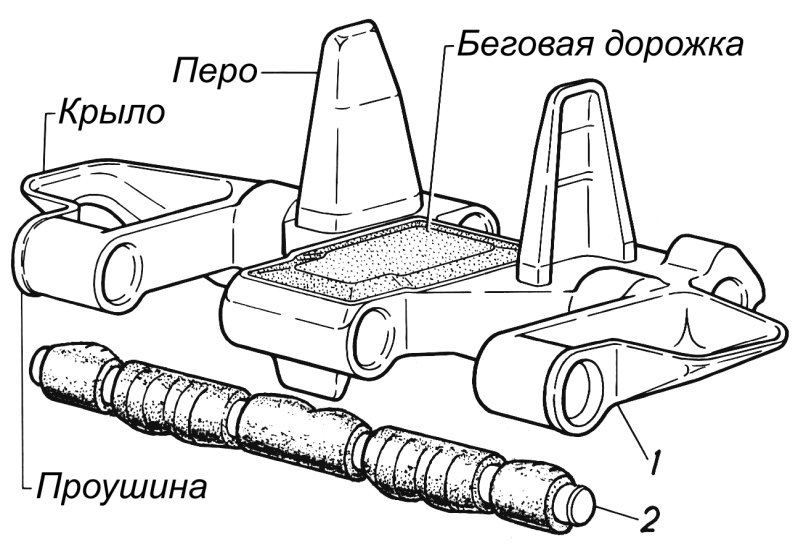
Рис. 5.2. Звено гусеницы и палец:
1 – звено; 2 – палец
Гусеницы рассчитаны на преимущественную эксплуатацию снегоболотохода по мягкому грунту (снежная целина, заболоченная местность, грунтовые дороги и т. п.). Грунтозацепы звеньев создают хорошее сцепление гусениц с грунтом, обеспечивая высокую проходимость по снегу и болотам.
Натяжение гусеницы при эксплуатации ослабевает, поэтому рекомендуется периодически проверять и, при необходимости, подтягивать гусеницы. Движение с чрезмерно ослабленными гусеницами может привести к их спаданию и повреждению при этом резиновой ошиновки направляющих колёс и опорных катков. При чрезмерном натяжении гусениц возрастают потери мощности, снижаются динамические качества снегоболотохода и возрастает износ зубьев ведущих колёс.
Для регулировки натяжения гусениц балансиры направляющих колёс снабжены механизмом натяжения. Когда ослабление натяжения гусеницы устранить механизмом натяжения не удаётся, следует удалить из каждой гусеницы по одному звену и снова провести их натяжение. Допускается удаление не более одного звена из каждой гусеницы.
Обслуживание гусениц заключается в периодической проверке их состояния и регулировке натяжения. В случае появления трещин на подошве или проушинах звена необходимо заменить его, так как это может привести к аварии.
Приспособление для выпрессовки и запрессовки пальцев с РМШ состоит из фланца 5 (рис. 5.3) и опоры 2, соединённых стяжками 3 с гайками 1. На фланце монтируется стакан 9, в котором на упорном подшипнике 11 установлена винтовая пара – винт 8 и гайка 12, закреплённые двумя гайками 10. Для приведения во вращение на гайке 12 смонтирован вороток 13 с храповым механизмом 4 и отверстием для лома. На фланце и опоре приспособления имеются конусные выступы «А», которыми они входят в фаски на торцах край-них проушин звена для обеспечения центровки. В комплект приспособления входят две скалки – длинная (195 мм) с контрольной риской и короткая (160 мм), а также чехол для хранения приспособления.
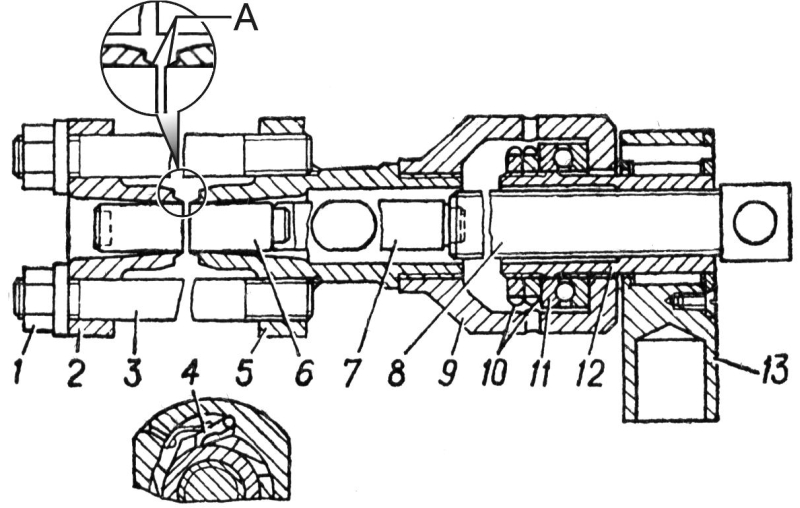
Рис. 5.3. Приспособление для выпрессовки и запрессовки пальцев с РМШ:
А – выступы для центрирования приспособления по траку 1 – гайка; 2 – опора; 3 – стяжка; 4 – храповой механизм; 5 – фланец; 6 – короткая скалка; 7 – длинная скалка; 8 – винт; 9 – стакан; 10 – гайки; 11 – упорный подшипник; 12 – гайка; 13 – вороток
Выпрессовка и запрессовка пальца производится в следующем по-рядке:
ПРЕДУПРЕЖДЕНИЕ
При установке приспособления на гусеницу:
1. Очистить от грязи фаски и торцы крайних проушин трака.
2. Убедиться в том, что конусные выступы «А» опоры 2 и фланца 5 нормально входят в заходные фаски проушин. При наличии смятия или забоин на проушинах переставить приспособление на звенья с неповреждёнными проушинами.
3. Перед затяжкой гаек 1 во избежание повреждения конусных выступов ещё раз убедиться, что они правильно входят в заходные фаски проушин.
4. Предохранять конусные выступы от повреждений. В случае загиба или забоин кромок исправить их, иначе эксплуатация приспособления с указанны-ми дефектами приведёт к повреждению резины пальцев при их запрессовке.
Для удобства пользования приспособлением работу по выпрессовке и за-прессовке пальца производить на участке нижней ветви гусеницы между вед-щим колесом и первым опорным катком. Перед использованием приспособления необходимо смазать винт 8 и подшипник 11 смазкой Литол-24 или солидол С (солидол Ж).
Для выпрессовки пальца необходимо:
1. Ослабить натяжение гусеницы.
2. Установить фланец 5 со стяжками 3 и опору 2 (см. рис. 5.3) на гусенице, навернуть гайки 1 стяжек и затянуть их до соприкосновения внутренних торцов крайних проушин с наружными торцами внутренних проушин.
3. Вставить в отверстие фланца длинную скалку 7 и навернуть стакан 9 до упора.
4. Завернуть винт 8 усилием руки, обеспечив центровку скалки с винтом и пальцем.
5. Вставить в отверстие воротка 13 лом и качательными движениями вы-прессовать палец на полный ход винта 8, затормозив его при этом воротком.
6. Вывернуть винт, вставить короткую скалку 6 и повторить операции 4 и 5 до полной выпрессовки пальца.
7. Снять приспособление и выбить (если это необходимо) короткую скалку при помощи бородка.
Для запрессовки пальца следует:
1. Ослабить натяжение гусеницы, проверить состояние отверстий проушин соединяемых звеньев. Они должны быть чистыми – коррозия и повреждения внутренних поверхностей проушин, заходных фасок и радиусов не допускаются.
2. Смочить проушины водой или тонким слоем масла МГЕ-10А.
3. Соединить смежные звенья длинной скалкой, контрольной риской внутрь проушин.
4. Установить фланец 5 и опору 2 со стяжками и затянуть гайки 1 стяжек до полного соприкосновения торцев проушин.
ПРЕДУПРЕЖДЕНИЕ
При неплотном соприкосновении торцев указанных проушин возможно повреждение обрезиненной поверхности пальцев, которое контролируется по появлению сорванной резины в зазорах между торцами проушин.
5. Вставить палец с РМШ в заходный конус фланца 5. При этом положение пальца должно соответствовать изображенному на рис. 5.2, то есть палец должен быть гладкой стороной резиновых втулок обращён к наружной поверхности проушин. Забить палец кувалдой на глубину не менее 90 мм.
6. Навернуть на фланец стакан 9 до упора.
7. Вставить и завернуть до упора винт 8, обеспечив его центровку с пальцем.
8. Вставить в отверстие воротка 13 лом и запрессовать палец на полный ход винта.
9. Вывернуть винт 8, вставить короткую скалку 6 и запрессовать палец окончательно.
10. Снять приспособление.